Invertir en nuevos equipos de extrusión implica decisiones de capital críticas. Actualizar una línea de producción significa que debe equilibrar una alta capacidad de producción con estrictas tolerancias de materiales. Los polímeros avanzados presentan desafíos de procesamiento específicos. Los operadores a menudo tienen dificultades para procesar estos materiales sin degradar propiedades físicas esenciales, como la estabilidad hidrolítica y la resistencia a las torceduras. Diseñamos esta guía para abordar esos obstáculos de ingeniería exactos. Nuestro objetivo es proporcionar un marco de evaluación neutral para el proveedor para seleccionar una máquina de mangueras de PU altamente confiable . Aprenderá cómo minimizar los riesgos operativos y acelerar el retorno de su inversión. Exploraremos la metalurgia de tornillos, la modularidad posterior y las características esenciales de automatización. Esto garantiza que su producto final cumpla constantemente con los estrictos estándares industriales y, al mismo tiempo, reduzca el desperdicio de material a largo plazo.
Conclusiones clave
Precisión de extrusión: el procesamiento óptimo de TPU requiere diseños de tornillos específicos, que normalmente utilizan aleaciones 38CrMoAlA con relaciones L/D entre 25:1 y 33:1.
Modularidad llave en mano: las líneas modernas admiten rangos de diámetro interior versátiles (a menudo de ø25 mm a ø457 mm) a través de componentes modulares posteriores (enfriamiento, corte, bobinado).
Mitigación de riesgos: la integración avanzada de PLC e IoT ya no es opcional; son fundamentales para el monitoreo remoto, la optimización de la energía y la rápida recuperación de emergencia.
Integridad del material: los equipos de alto rendimiento deben procesar de manera confiable TPU estándar y de base biológica manteniendo al mismo tiempo el cumplimiento de los estándares industriales y ambientales (por ejemplo, ASTM).
Alineación de las capacidades de la máquina con la ciencia de materiales de TPU
El procesamiento de poliuretano termoplástico (TPU) de alta calidad requiere un control térmico exacto. El TPU es notoriamente sensible a las fluctuaciones de temperatura y al esfuerzo cortante durante la extrusión. Una mala gestión térmica degrada el polímero fundido. Esta degradación destruye los beneficios estructurales innatos del material. Los operadores enfrentan mayores tasas de desperdicio y fallas en el campo cuando las temperaturas de extrusión varían.
Necesita un sistema diseñado específicamente para estas realidades térmicas. El equipo adecuado influye directamente en las propiedades finales de una manguera para conductos de TPU . Preserva la estabilidad hidrolítica extendida. Esto garantiza que la manguera resista roturas en ambientes húmedos o mojados. Las zonas de calentamiento de precisión también garantizan una alta resistencia a la presión de estallido. La masa fundida permanece homogénea. Esto da como resultado una flexibilidad a largo plazo sin microfracturas en la estructura de la pared terminada. La plastificación consistente no es negociable para aplicaciones de grado industrial.
Las tendencias de materiales emergentes dictan los requisitos futuros de los equipos. Las demandas del mercado están cambiando hacia soluciones sostenibles. Su maquinaria debe manejar TPU de base biológica de próxima generación sin problemas. Estos materiales ecológicos suelen presentar ventanas de procesamiento más estrechas. Además, las configuraciones en espiral multicapa se están convirtiendo en estándar para aplicaciones de alta resistencia. Garantizar su inversión para el futuro significa elegir líneas capaces de coextrusión. El equipo debe adaptarse a diversas mezclas de polímeros sin requerir reemplazos completos del cilindro. Esta adaptabilidad le garantiza seguir siendo competitivo a medida que evoluciona la ciencia de los materiales.
Criterios de evaluación básicos para líneas de producción de mangueras flexibles
La durabilidad de la maquinaria comienza dentro del barril. El procesamiento de plásticos abrasivos o resinas de alta viscosidad desgasta rápidamente el acero estándar. Los expertos de la industria recomiendan encarecidamente los tornillos tratados con 38CrMoAlA para una longevidad óptima. Esta aleación nitrurada específica resiste la fuerte fricción interna generada durante la extrusión de mangueras flexibles . También debe evaluar configuraciones de tornillo simple versus de doble tornillo. Las configuraciones de un solo tornillo dominan la fabricación de mangueras estándar debido a su simplicidad y rentabilidad. Las extrusoras de doble tornillo ofrecen capacidades de mezcla superiores para mezclas complejas de polímeros o adiciones pesadas de relleno.
Las relaciones longitud-diámetro (L/D) dictan la uniformidad de la masa fundida. No se puede simplemente adivinar la proporción correcta. Un desglose objetivo revela por qué son importantes las mediciones específicas.
Relación L/D | Aplicación primaria | Características de rendimiento |
25:1 | PVC estándar/polímeros blandos | Tiempo de residencia más corto, adecuado para materiales altamente sensibles y propensos a una rápida degradación. |
28:1 | Mezclas generales de TPU/PE | Zona de fusión equilibrada. Buena homogeneización para plásticos de viscosidad media. |
30:1 | TPU de alto rendimiento | Excelente plastificación. Ideal para la fabricación continua y de alta velocidad de conductos industriales. |
33:1 | Polímeros complejos/rígidos | Máximo corte y mezcla. Lo mejor para lograr altas tasas de producción sin partículas sin fundir. |
Las tolerancias de tamaño y escala separan las máquinas premium de los modelos básicos. Los fabricantes esperan que las capacidades de diámetro base cubran diversas necesidades del mercado. Una línea competitiva debe manejar cómodamente un rango de diámetro interior (DI) que comienza en tamaños comerciales pequeños de ø25 mm. También debería ampliarse para manejar grandes conductos industriales de alrededor de ø457 mm. Lograr este amplio espectro requiere una ingeniería precisa del cabezal de troquel y unidades de calibración ajustables.
Modularidad aguas abajo en sistemas llave en mano
Desacoplar la línea de producción proporciona una enorme ventaja estratégica. Los sistemas más antiguos funcionaban como monolitos rígidos de un solo propósito. Hoy en día, la producción exitosa de mangueras flexibles se basa en equipos modulares posteriores. Puede actualizar los canales de enfriamiento, las unidades de corte de precisión y los bobinadores automatizados de forma independiente. Esto evita que líneas enteras queden obsoletas cuando falla un componente o cuando cambian las demandas del mercado.
Los módulos posteriores intercambiables desbloquean una verdadera flexibilidad operativa. Los fabricantes pueden cambiar fácilmente sus operaciones según la demanda estacional o los contratos de los clientes. Puede realizar la transición de la producción de conductos estándar a otras aplicaciones de polímeros especializadas sin problemas. Esto elimina la necesidad de comprar líneas de extrusión completamente nuevas para diferentes categorías de productos. Los accesorios de liberación rápida y los conectores eléctricos estandarizados permiten cambios rápidos. Los gerentes de planta informan una efectividad general del equipo (OEE) significativamente mayor cuando utilizan configuraciones modulares.
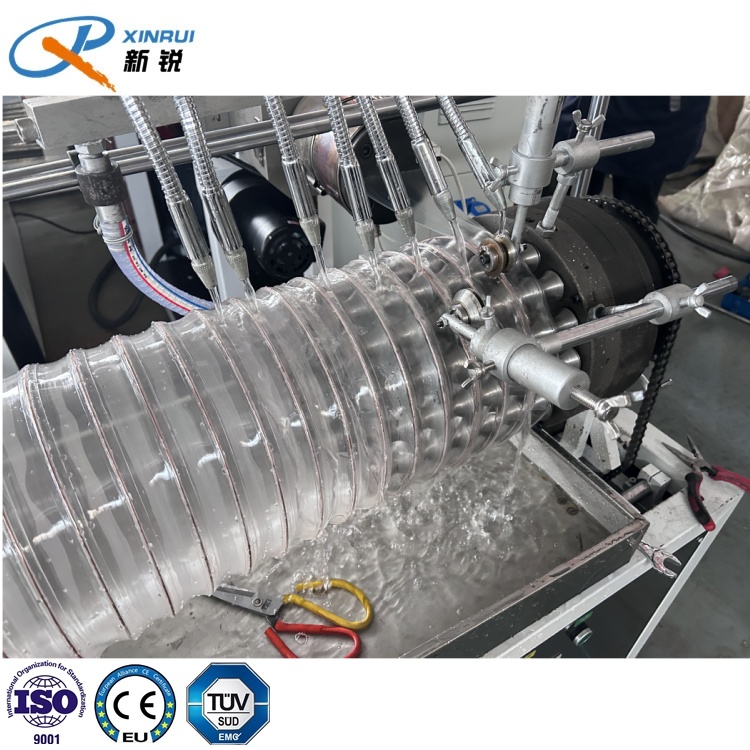
La integración de refuerzos requiere una coordinación técnica especializada. Las mangueras a menudo necesitan alambre de acero para resortes o estructuras helicoidales de PVC para su integridad estructural. Incrustarlos durante la extrusión continua es complejo. La maquinaria debe mantener un control preciso de la tensión en el cable entrante. Si la tensión fluctúa, la hélice se inclina de manera desigual. Esto crea puntos débiles en la manguera terminada. Las unidades de transporte avanzadas se sincronizan perfectamente con la velocidad del extrusor. Garantizan que el material de refuerzo quede perfectamente centrado dentro de la matriz polimérica. Esta precisión estructural es crucial para aplicaciones de vacío y alta presión.
Automatización, seguridad e IoT en la extrusión moderna
La transición del monitoreo manual a la automatización centralizada transforma las fábricas. Anteriormente, los operadores dependían de medidores analógicos y ajustes manuales de válvulas. Las líneas modernas utilizan automatización centralizada con pantalla táctil PLC. Esta arquitectura de control maximiza la velocidad de la línea y garantiza una trazabilidad perfecta. Cada parámetro se registra en tiempo real. Puede monitorear la presión de fusión, la temperatura del barril y las velocidades de transporte simultáneamente. Este nivel de control reduce el desperdicio durante el inicio y mejora la consistencia del lote.
Las pérdidas de energía inesperadas crean enormes dolores de cabeza durante la extrusión. Si el polímero se cura dentro del barril, la recuperación lleva horas y daña el equipo. Al evaluar una máquina de mangueras de TPU , las características de 'recuperación segura' son vitales. Los sistemas de respaldo automatizados detienen de manera segura el proceso de transporte. Mantienen un calentamiento localizado alrededor del tornillo utilizando energía de respaldo. Esto evita que el plástico se solidifique y forme una masa dura. Los operadores pueden realizar un reinicio rápido y seguro una vez que regresa la energía principal.
La conectividad de Internet de las cosas (IoT) impulsa la eficiencia de los recursos. Las capacidades de monitoreo remoto permiten a los equipos de ingeniería solucionar problemas desde cualquier lugar. Los sensores rastrean continuamente el consumo de energía. Las integraciones de motores energéticamente eficientes ajustan el consumo de energía en función de los requisitos de carga en tiempo real. Puede reducir drásticamente el consumo eléctrico por kilogramo de producción. Esta eficiencia impacta directamente los gastos operativos diarios y respalda los objetivos de sostenibilidad corporativa.
Realidades de implementación y riesgos de implementación
La instalación de maquinaria industrial pesada implica duras realidades físicas. Incluso el equipo más avanzado falla sin una preparación adecuada del sitio. Los requisitos de las instalaciones exigen una planificación rigurosa antes de que llegue la maquinaria.
Planificación del espacio: los equipos modulares posteriores requieren un espacio lineal significativo. Asegúrese de que su diseño se ajuste a toda la longitud de los baños de enfriamiento y las estaciones de bobinado.
Infraestructura eléctrica: las extrusoras con una relación L/D alta consumen un amperaje sustancial durante el arranque. Verifique que los paneles de sus instalaciones puedan soportar cargas máximas sin disparar los disyuntores.
Suministro de agua de refrigeración: la cristalización precisa del polímero necesita una refrigeración constante. Instale enfriadores industriales de circuito cerrado para mantener tolerancias estrictas en la temperatura del agua.
La transición a líneas altamente automatizadas obliga a los operadores a mejorar sus habilidades. No se puede confiar en hábitos operativos heredados. La extrusión moderna requiere una formación específica en la navegación del software. Los operadores deben aprender a interpretar los diagnósticos de IoT de forma eficaz. Necesitan comprender los códigos de alarma y las alertas de mantenimiento predictivo. Gestionar cambios rápidos también requiere nuevos flujos de trabajo mecánicos. Los programas integrales de capacitación de proveedores son esenciales para cerrar esta brecha de conocimiento.
Las limitaciones de la cadena de suministro impactan directamente en la estabilidad de la producción. Es primordial asegurar un abastecimiento confiable de resinas de calidad. Los tamaños de pellets inconsistentes o el alto contenido de humedad provocarán que la máquina se atasque. El alambre de acero compatible o los materiales de hélice de PVC son igualmente importantes. Los materiales de refuerzo de calidad inferior provocan curvaturas o una mala adherencia dentro de la manguera. Establezca estrictos acuerdos de control de calidad con sus proveedores de materias primas para garantizar una producción continua e impecable.
Lógica de preselección y acciones a seguir
Evaluar a un socio de maquinaria requiere mirar mucho más allá de la hoja de especificaciones inicial. La debida diligencia del proveedor protege su inversión. Debe evaluar su infraestructura de soporte posventa. Verifique la disponibilidad garantizada de repuestos críticos como bandas calefactoras y tornillos especializados. Investigue sus acuerdos de nivel de servicio (SLA) de soporte técnico remoto. Insista en protocolos rigurosos de pruebas de aceptación en fábrica (FAT) antes del envío. Debería presenciar personalmente cómo la máquina ejecuta sus formulaciones de materiales específicas durante el FAT.
Los compradores necesitan un marco claro de cálculo del ROI. Evite mirar únicamente el precio de compra. Recomendamos utilizar un cuadro comparativo estandarizado para sopesar los verdaderos beneficios de producción.
Métrica de evaluación | Qué medir | Resultado deseado |
Ahorro de energía | Kilovatios-hora (kWh) consumidos por kg de producción | Reducción de gastos mensuales de servicios públicos mediante servomotores. |
Reducción de chatarra | Libras de resina desperdiciada durante el arranque/apagado de la línea | Desperdicio minimizado gracias a controles térmicos PLC precisos. |
Capacidad de salida | Velocidad de procesamiento máxima estable en kg/h | Mayor rendimiento de producción diaria sin sacrificar la calidad de la manguera. |
Eficiencia Laboral | Operadores requeridos por turno activo | Reducción de personal mediante módulos automatizados de bobinado y corte. |
Compare varios proveedores utilizando estas métricas exactas. Solicite estudios de casos documentados que demuestren que sus equipos cumplen con estos puntos de referencia de rendimiento en escenarios del mundo real.
Conclusión
Una fabricación exitosa requiere una sinergia deliberada entre materias primas de primera calidad y maquinaria de extrusión diseñada con precisión. Actualizar sus instalaciones no se trata sólo de aumentar la velocidad. Se trata de mantener estrictas tolerancias de calidad y eliminar costosos tiempos de inactividad. Cuando selecciona el equipo de manguera de conducto de PU adecuado , garantiza la estabilidad operativa a largo plazo.
Tome medidas inmediatas para optimizar su producción. Audite hoy sus cuellos de botella de fabricación actuales. Solicite configuraciones L/D detalladas y especificaciones de consumo de energía a posibles proveedores. Comuníquese con un consultor técnico para evaluar adecuadamente sus requisitos específicos de tamaño y refuerzo antes de firmar cualquier orden de compra.
Preguntas frecuentes
P: ¿Cuál es la relación L/D ideal para procesar TPU en extrusión de mangueras flexibles?
R: Normalmente se prefiere una relación L/D entre 28:1 y 33:1 para TPU. Esta gama específica garantiza una fusión y homogeneización óptimas. Proporciona suficiente longitud de cilindro para una plastificación gradual sin someter al polímero a una degradación térmica excesiva.
P: ¿Una máquina de mangueras de PU también puede procesar materiales de PVC o PE?
R: Sí. Las líneas llave en mano de alta calidad cuentan con geometrías de tornillos versátiles y controles de temperatura avanzados. Este diseño se adapta a múltiples polímeros, incluidos PVC, PE y EVA. Sin embargo, los operadores deben tener en cuenta que las tasas máximas de producción pueden variar dependiendo de la viscosidad del material específico.
P: ¿Cómo funciona la recuperación automatizada de pérdidas de energía en las líneas de extrusión modernas?
R: Los sistemas de respaldo automatizados detienen de manera segura el proceso de extrusión activo durante un apagón. Utilizan energía de reserva para mantener el calentamiento localizado a lo largo del cañón. Esto evita que el polímero se solidifique en el tornillo, lo que permite un reinicio más rápido y seguro sin dañar el equipo.
P: ¿Cuál es el rango de diámetro interior (DI) estándar para las máquinas industriales de conductos de TPU?
R: La mayoría de las líneas modulares de grado industrial pueden producir mangueras que van desde un pequeño ø25 mm hasta un enorme ø457 mm. Lograr este amplio rango depende completamente de los cabezales de troquel intercambiables elegidos y de las configuraciones de calibración de enfriamiento específicas implementadas posteriormente.











